نصب اتصالات پیچ ومهره با آچار تنظیم هم اکنون در ایران برای نصب سازه ها با پیچ ومهره در حال توسعه است. استفاده از آچار تنظیم یکی از روش های ساده و در عین حال سهل وممتنع می باشد.در این ویدیو مختصری از باید ها و نباید ها آمده . شرکت کُرمیت پارس افتخار دارد راهنمای شماره 17 آئینامه AISCبا ترجمه نموده. اضا فه نمودن توضیحات و حل مثال های متعدد توسط مترجم ، گام موثری در ارائه اطلاعات فنی و اجرائی پیچ و مهره نموده.
نصب اتصالات پیچ و مهره با آچار تنظیم- Calibrated Wrench
تئوری:
آنالیزهای تئوری نشان میدهد که رابطه مستقیمی بین پیچش در یک پیچ و پیش تنیدگی در آن وجود دارد . بنابراین بسیار آسان بنظر میرسد که به صورتی موفقیت آمیز پیچ را با مقدار معینی پیچش به پیش تنیدگی مورد لزوم برسانیم. اما رابطه بین پیچش و پیش تنیدگی بسیار پیچیده است .
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
فاکتورها:
فاکتورهایی مانند گام دنده ها، زاویه گام دنده ها و سایر شکل های هندسی پیچ و مهره و اصطکاک بین پیچ و مهره ( مثلاً زنگ زدگی. ) و یا سایر اعضاء اتصال در این رابطه وارد میشوند. بعنوان یک نتیجه، پذیرفته شده است که رابطه پیچش در مقابل پیش تنیدگی، غیر قابل اعتماد است .
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
نصب:
در مشخصات RCSC این موضوع را روشن میسازد که: ” این مشخصات نتوانست به استانداردی دسترسی یابد که با جداول و یا فرمول رابطه بین مقدار پیچش و پیش تنیدگی را معین سازد.”. قاعده های برای این روش نصب وجود دارد و عبارتست از تعیین(عملی) رابطه مقدار پیچش و نتیجه آن در پیش تنیدگی، تا بتوان آنرا بعنوان یک روش نصب قابل قبول به اجرا گذاشت. این روش در مشخصات RCSC بعنوان روش نصب با آچار تنظیم تعریف شده است. آنچه لازم است، تعریف شرائطی است که با استفاده از آن جهت ایجاد رابطه بین پیچش و پیش تنیدگی تحت شرائطی که شامل کنترول مسائلی که در بالا گفته شد بپردازیم.
منحنی تنش -کرنش در پیچ اعلاء- استفاده هز آچار تنطیم(Calibrated Wrench )دربستن پیچ و مهره اعلاء
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
در عمل این بدان معنی است که آچار بادی یا برقی(یا دستی با درجه تنظیم) جهت نصب نمونه در دستگاهی که امکان اندازهگیری پیش تنیدگی را در خود در مقابل پیچش دارد و معمولاً از نوع هیدرولیکی (Skidmore-Wilhelm) یا مکانیکی بوده، استفاده شود. تنظیم درجه پیچش روی آچار (دستی، بادی، برقی ) با مقداری که دستگاه در مورد پیش تنیدگی به مقدار 5% بالای حداقل پیش تنیدگی مشخصه نشان میدهد مقایسه میشود . معمولاً سه نمونه از هر مجموعه ( یا بسته پیچ ) که از نظر قطر، طول و نوع در آن روز قرار است بکار رود. این نمونه ها در دستگاه مورد آزمایش قرار میگیرد. (5% بدان علت است که یک حاشیه اطمینان بین نمونه ها موردآزمایش و نصب واقعی وجود داشته باشد).
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
آچار تنظیم:
استفاده از آچارهای دستی برای بستن پیچ و مهره بعلت طول بلند معمولاً مرسوم نمیباشد. دست آخر، برای حداقل کردن شرائط اصطکاک بین مهره و قطعات متصل شونده، از واشر سخت زیر بخشی که باید بچرخد ( معمولاً مهره) بکار میرود. باید کاملاً در نظر داشت، که تغییر در شرائط تعریف شده، نیازمند یک تنظیم جدید میباشد. باید شواهد کاملی که براساس آن شرائط تنظیم آچار و نصب برقرار شده مورد توجه قرار گیرد. مشخصات RCSC برای رسیدن به شرائط پیش نصب، آنچنانکه برای روش چرخش مهره توضیح داده شد بکار می رود.
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
آزمایش نشان داده که بعضاً دو بسته پیچ ممکنست جواب های یکسانی را ندهند. مخصوصاً اگر پیچ کهنه و یا در شرائط جوی مانده باشد نیز جواب های غیریکسانی را ارائه میکند. ( توضیح : در کارخانه سازنده پیچ و مهره بعد از اتمام تولید، با یک ماده روغنی در سطح آغشته میگردد . تا از زنگ خوردگی آن جلوگیری گردد. و ضمناً شرائط آسانی را برای رسیدن به حالت اتصال جذب و بستن نهائی بوجود آورد.) .
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
سپس این پیچ و مهره ها، درون بسته های محفوظ گذاشته شده و بفروش میرسد . از هر بسته که مورد نظر است در کارگاه روزانه مورد استفاده قرار می گیرد. از سه نمونه برداشته شده در دستگاهی که دارای درجه های برای تعیین مقدار پیش تنیدگی در پیچ است بسته میشود. و با آچار دستی یا بادی یا برقی که آن آچار نیز مجهز به درجه تعیین مقدار پیچش در آچار است، پیچ را سفت میکنند . با تنظیم درجه دستگاه به مقدار پیشتنیدگی لازم، درجه آچار را خوانده و آچار را برای آن تنظیم میکنند . معمولاً این آچار با رسیدن به این مقدار تنظیم شده رها میشود . دیگر نیرویی به پیچ وارد نمیکند و به صورت هرزگرد میچرخد.
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench– پیش تنیدگی بدست آمده در روش چرخش مهره و روش آچار تنظیم
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
مقایسه دو روش نصب اتصالات :
روش نصب آمده برای شرائطی است که پیش تنیدگی در پیچ برای اتصال کامل قطعات مطابق آنچه برای آن پیش بینی شده، باید بوجود آید. . بنابراین، با مقایسه با مقادیر حداقل مشخصه پیچ ها باید پیشنهادهای مناسبی جهت پیش تنیده کردن داده شود. همانطوریکه گفته شد حداقل پیش تنیدگی در پیچها معادل70% مقاومت مشخصه کششی نهائی آنست . در روش استفاده از آچار اندازهگیری، مقدار پیشتنیدگی 5% بالاتر از حداقل مقادیر مشخصه گرفته شود.
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
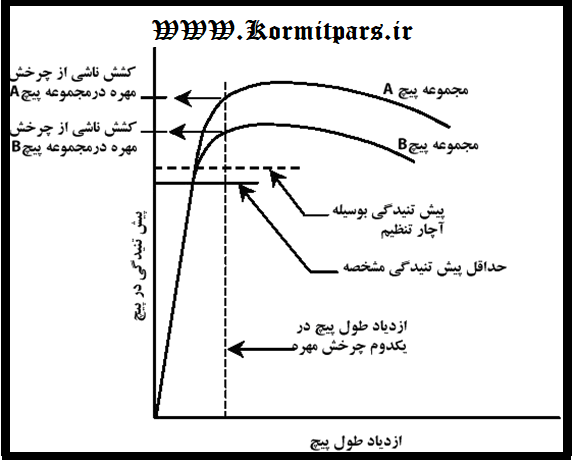
انتظار نمی رود که در هر دو روش به یک مقدار پیش تنیدگی(پیچش.م) دسترسی بیابیم. نتیجه استفاده از آچار اندازهگیری با بدست آوردن مقدار پیش تنیدگی میباشد. در حالیکه در روش چرخش مهره، تغییر طول پیچ ملاک است. در روش قبلی، پیچ هایی با مقاومت بالاتر از حداقل مشخصه، پیش تنیدگی بیشتری را انتقال نمیدهند. در حالیکه در روش نصب با چرخش مهره، مقدار پیشتنیدگی بوجود آمده به مقدار مقاومت پیچ بستگی دارد.
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
شکل زیر به صورت منحنی نشان دهنده این مطلب است.در این شکل دو مجموعه پیچ با مقاومت مختلف نشان داده شده اند. در روش چرخش مهره، که در آن یک ازدیاد طول مشخص (بدون وابستگی به مقاومت پیچ ) مواجه است. پس پیش تنیدگی زیادتری برای پیچ از پیچ خواهد بود. (با توجه به منحنی تنش- تغییرشکل میتوان متوجه شد ازدیاد طول پیچ یاد شده در بالای منحنی و در منطقه جاری شدن صورت می گیرد. و در پائین این نقطه و بالاتر از نقطه اتصال جذب، تغییرطول مساوی در دو نوع پیچ، پیش تنیدگی مساوی در دو نوع پیچ ایجاد می کند.)
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench-
از سوئی دیگر استفاده از آچار انـــــدازهگیری به یک مقدار پیش تنیدگی در هردوپیچ ایجاد خواهد کرد. چرا که آچار برای یک مقدار مشخص پیش تنیدگی تنظیم شده است. بنابراین مقاومت دو پیچ انعکاسی در نتیجه ندارد. آزمایشات نشان داده که در روش چرخش مهره، پیش تنیدگی ذاتاً بزرگتر از مقادیر مشخصه میباشد . این ازدیاد بعلت دو فاکتور است.
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
یکی آنکه پیچ های تولیدی قویتر از آنچه در مقادیر حداقل مشخصه آمده هستند. دوم آنکه روش چرخش مهره تولید پیش تنیدگی زیادتری از مقدار مشخصه، بی توجه به مقاومت پیچ، ایجاد میکند. برای مثال در مورد پیچ(A325) ، 18% قویتر از مقدار مقاومت کششی حداقل مشخصه میباشد . و (0.5) دوران مهره تولید حدود 80% پیش تنیدگی از مقاومت کششی واقعی را ایجاد میکند. بنابراین پیش تنیدگی در پیچ حدود (1.18X0.80=0.95) مقاومت کششی حداقل مشخصه یک پیچ(ََA325) خواهد بود.به معنی دیگر، مقدار متوسط واقعی پیشتنیدگی در پیچ احتمالاً به مقدار:%0.35=100%[0.70/(0.70-0.95)] ازمقدار حداقل مورد نیاز تجاوز خواهد کرد.
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench
بررسی:
یک بررسی مشابه در مورد پیچ های در شرائط آزمایشگاهی نشان داده است که پیش تنیدگی برای این پیچ ها نیز حدود 26% از مقدار حداقل مورد نیاز تجاوز نماید. تحقیقات میدانی این نتیجه گیری را تائید مینماید. استفاده از آچار تنظیم، میزان پیش تنیدگی را نزدیکتر به میزانی که در نظر است، ایجاد میکند و همان طوریکه قبلاً گفته شد، مستقل از مقاومت پیچ میباشد.
یک بررسی نتیجه نصب اتصالات:
براساس بررسی های آزمایشگاهی و با استفاده از یک اتصال واقعی، در مقایسه با استفاده از دستگاه هیدرولیک، نشان داده شد که پیش تنیدگی احتمالاً حدود 13% تجاوز نموده است. این مقدار با فرض آنکه حداقل مورد لزوم پیش تنیدگی 7/5% بیشتر از مقدار مورد نظر بوده، بدست آمده. اگر تنظیم براساس مقدار دقیق موردنیاز مشخصات RCSC صورت گیرد که مقدار آن 5% بیشتر از مقدار مورد نظر بوده، میباشد. آنگاه انتظار میرود مقدار پیشتنیدگی حدود11% بیشتر از مقدار حداقل مشخصه باشد. مقدار پیش تنیدگی در پیچ های نصب شده با آچار تنظیم، در اتصالات میدانی مورد امتحان قرار نگرفت.
نصب اتصالات پیچ ومهره با آچار تنظیم- Calibrated Wrench